



Co je to výroba TBM a proč na tom záleží?
Výroba TBM se týká strojírenství a výroby tunelových vyvrtávacích strojů – masivních, vysoce specializovaných zařízení používaných k hloubení tunelů přes skálu, půdu, jíl a smíšené půdní podmínky. Jedná se o jedny z nejsložitějších strojů, které byly kdy vyrobeny, kombinující špičkové strojírenství, hydrauliku, elektroniku a vědu o materiálech do jediného integrovaného systému, který může vážit kdekoli od několika stovek tun pro malý stroj v užitkovém tunelu až po více než 7 000 tun pro projekt metra nebo dálnice o velkém průměru. Proces výroby tunelovacích vrtacích strojů není jako výroba většiny průmyslových zařízení – každý stroj je v podstatě zakázkovým projektem navrženým tak, aby splňoval specifické požadavky na geologii, průměr, vyrovnání a ostění v rámci jedné zakázky na tunel.
Celosvětová poptávka po TBM po celá desetiletí neustále rostla díky masivním investicím do infrastruktury v železničních systémech metra, silničních tunelech, vodovodní a kanalizační infrastruktuře, tunelech pro vodní elektrárny a podzemních logistických sítích. Města od Londýna přes Bombaj až po Los Angeles aktivně využívají TBM k budování podzemní infrastruktury, aniž by narušily povrchový život. Tato poptávka vytvořila celosvětovou konkurenceschopnost Výroba TBM průmyslu, kterému dominuje hrstka hlavních výrobců schopných dodávat zakázkové stroje konstruované a postavené s mimořádnou přesností tolerancí ve smluvních termínech, které mohou trvat 18 měsíců nebo více.
Typy tunelovacích vrtacích strojů a jak se každý vyrábí jinak
Výroba TBM není jediný výrobní proces – je to rodina příbuzných, ale zřetelně odlišných konstrukcí strojů, z nichž každý je navržen pro specifické podmínky na zemi. Typ TBM zvolený pro projekt zásadně utváří rozsah výroby, specifikace součástí a složitost montáže.
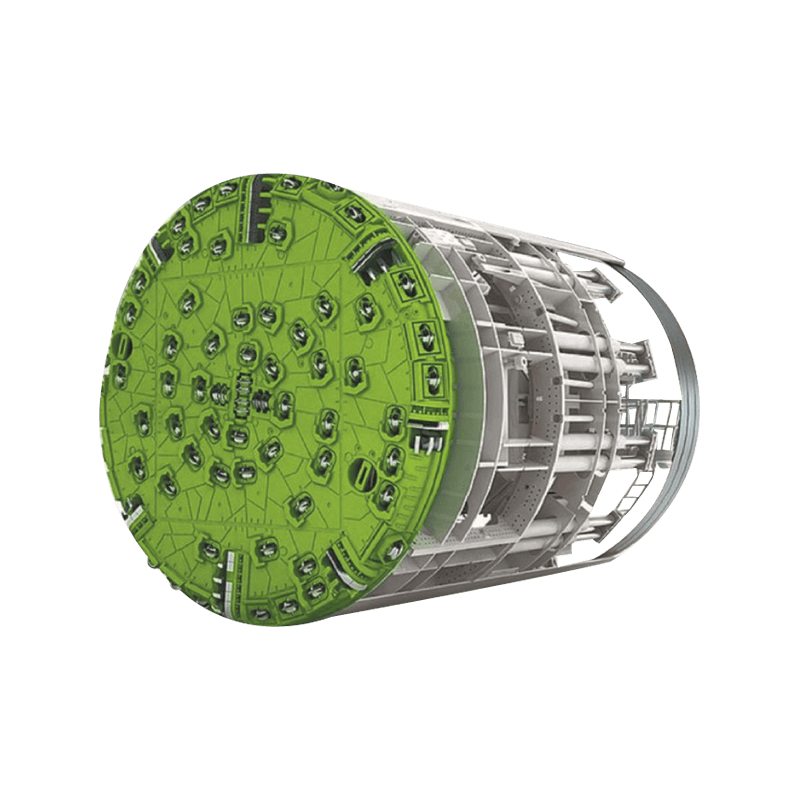
Hard Rock TBM (Gripper TBMs)
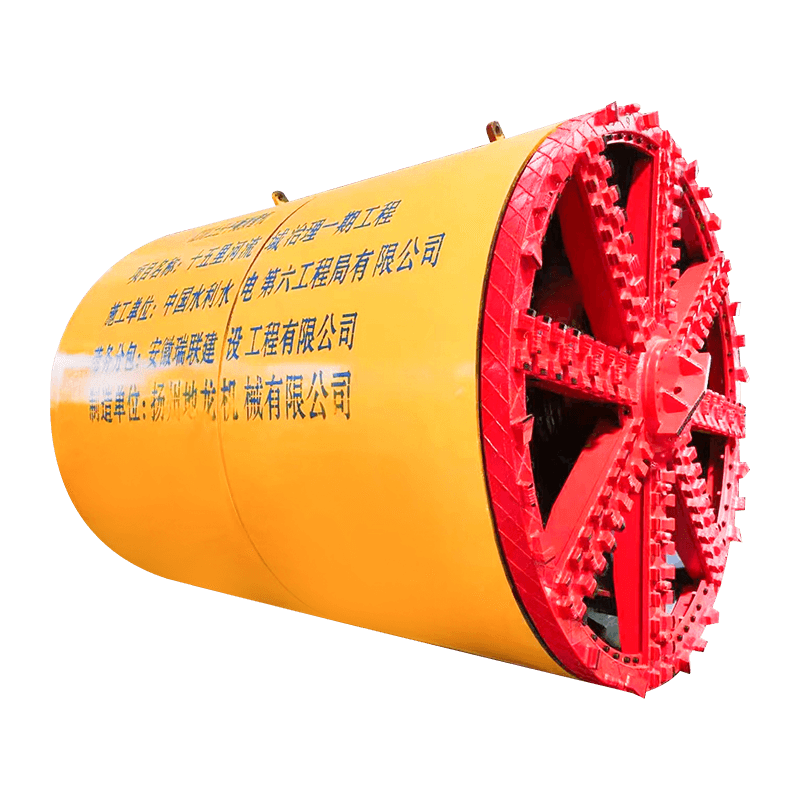
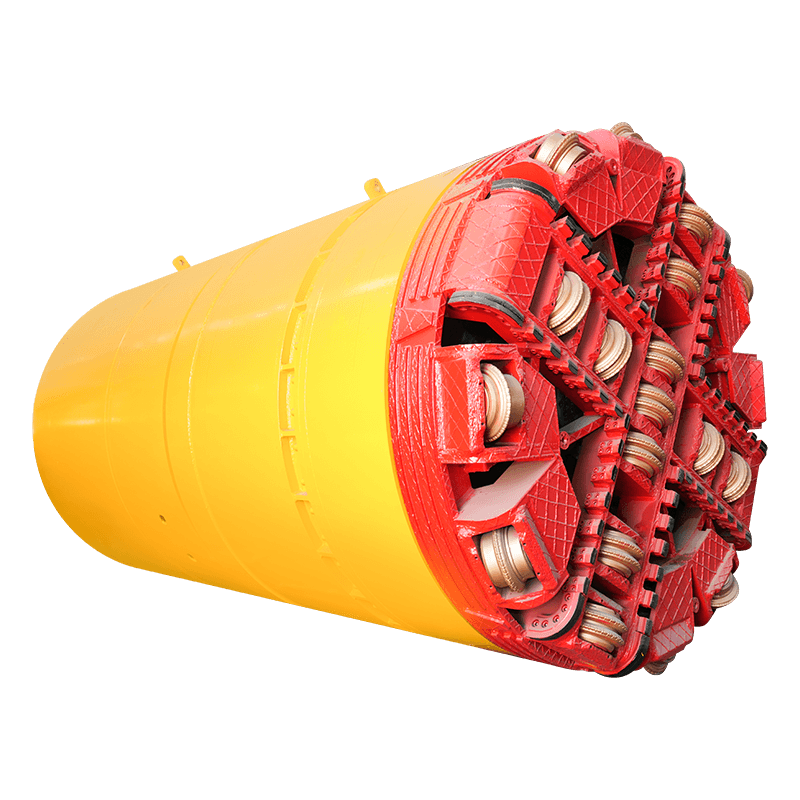
Gripper TBM jsou navrženy pro tunelování skrz pevnou, kompetentní horninu, jako je žula, čedič a vápenec. Stroj postupuje tak, že tlačí rotující řeznou hlavu proti skalní stěně, zatímco hydraulická chapadla se vysouvají do stran, aby se opřela o stěny tunelu a poskytla reakční sílu potřebnou pro dopředný tah. Výroba chapadla TBM se soustředí na výrobu extrémně robustní řezné hlavy – obvykle vyrobené z vysoce pevného ocelového plechu s přesně umístěnými pouzdry kotoučových řezných nástrojů – a výkonné sestavy hlavního ložiska schopného přenášet enormní tahové zatížení při nepřetržitém otáčení. Kotoučové frézy na strojích na tvrdou horninu jsou precizně zkonstruované karbidové součásti, které musí být vyrobeny s přísnými rozměrovými tolerancemi, aby bylo zajištěno rovnoměrné opotřebení na čele řezné hlavy.
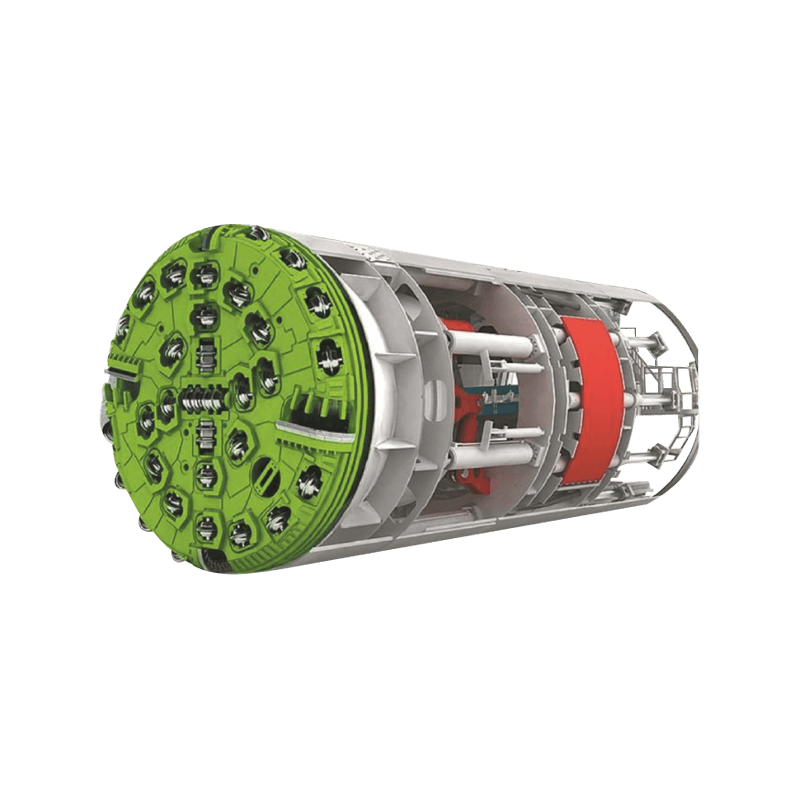
Stroje pro vyvažování zemního tlaku (EPB).
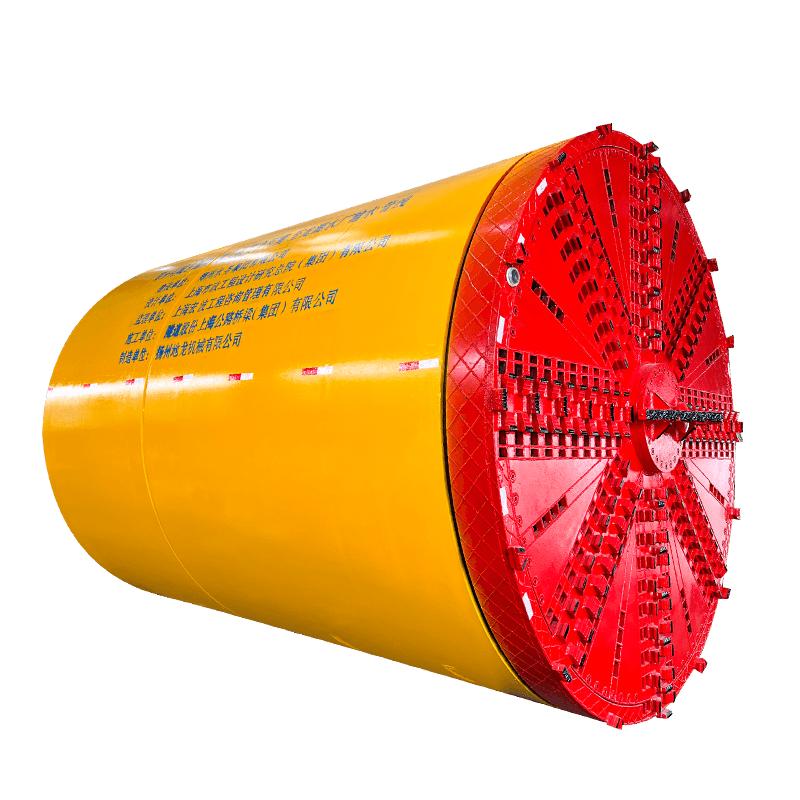
Stroje EPB jsou tahounem městských tunelů v měkkých podložích, smíšených půdách a podmínkách s výskytem vody. Používají samotný vytěžený materiál – upravený pěnou, polymerem nebo bentonitovými přísadami – k udržení čelního tlaku a zabránění sedání půdy nad tunelem. Výrobní složitost EPB TBM se soustředí na šnekový dopravníkový systém, který řídí rychlost těžby materiálu pro vyvážení čelního tlaku, systém vstřikování pěny integrovaný do řezací hlavy a tělo štítu, které musí odolat plnému tlaku země a vody v okolní zemi. Geometrie řezné hlavy u strojů EPB se zásadně liší od konstrukcí z tvrdého kamene – obsahuje spíše škrabky, lopatkové naběračky a otvory pro úpravu půdy než pouzdra kotoučových řezaček.
Slurry Shield TBM
Kalové TBM se používají v sypkých, vodou nasycených půdách, kde ani úprava povrchu EPB nestačí k udržení stability. Udržují čelní tlak pomocí tlakové bentonitové suspenze, která plní výkopovou komoru, podepřenou přepážkou za frézou. Kejda je čerpána na povrch potrubím, zpracovávána v separačním zařízení k odstranění hlušiny a recirkulována zpět do porubu. Výroba TBM pro stroje na kaly zahrnuje výrobu separačního zařízení jako součásti celkového rozsahu systému – další inženýrská výzva, která kromě samotného stroje zahrnuje hydrocyklony, odstředivky a infrastrukturu pro čerpání kalu.
Smíšené pozemní a TBM s proměnnou hustotou
Některé z nejsložitějších TBM, jaké byly kdy vyrobeny, jsou stroje navržené pro podmínky se smíšeným povrchem – tunely, které procházejí skálou i měkkým povrchem v rámci stejného průřezu tunelu nebo které přecházejí mezi zónami tvrdého a měkkého terénu podél trasy. Tyto TBM s proměnlivou hustotou nebo smíšeně broušené TBM musí obsahovat jak kotoučové frézy, tak měkké broušené řezné nástroje ve stejné řezné hlavě, s konvertibilními hloubicími komorami, které mohou během jízdy přepínat mezi EPB a tvrdým rockem. Výroba těchto strojů vyžaduje řešení souběžných protichůdných konstrukčních požadavků, které posouvají inženýrství TBM na své limity.
Základní komponenty vyrobené v každém TBM
Bez ohledu na typ sdílí každý stroj na ražení tunelu sadu základních subsystémů, které musí být navrženy a vyrobeny tak, aby spolupracovaly jako přesně integrovaný systém. Pochopení těchto základních komponent vysvětluje, proč je výroba TBM tak technicky náročná a časově náročná.
| Komponenta | Funkce | Klíčová výzva ve výrobě |
| Řezací hlava | Vykopává čelo tunelu otáčením proti skále nebo půdě | Strukturální integrita při kombinovaném zatížení tahem a kroutícím momentem; přesnost polohování řezného nástroje |
| Sestava hlavního ložiska | Podporuje řeznou hlavu a přenáší tah a krouticí moment | Životnost ložisek při trvalém vysokém zatížení; těsnění proti půdní kontaminaci |
| Tělo štítu | Chrání pracovníky a zařízení; poskytuje konstrukční bydlení | Přesné zaoblení pro erekci segmentu; odolnost proti zemnímu tlaku |
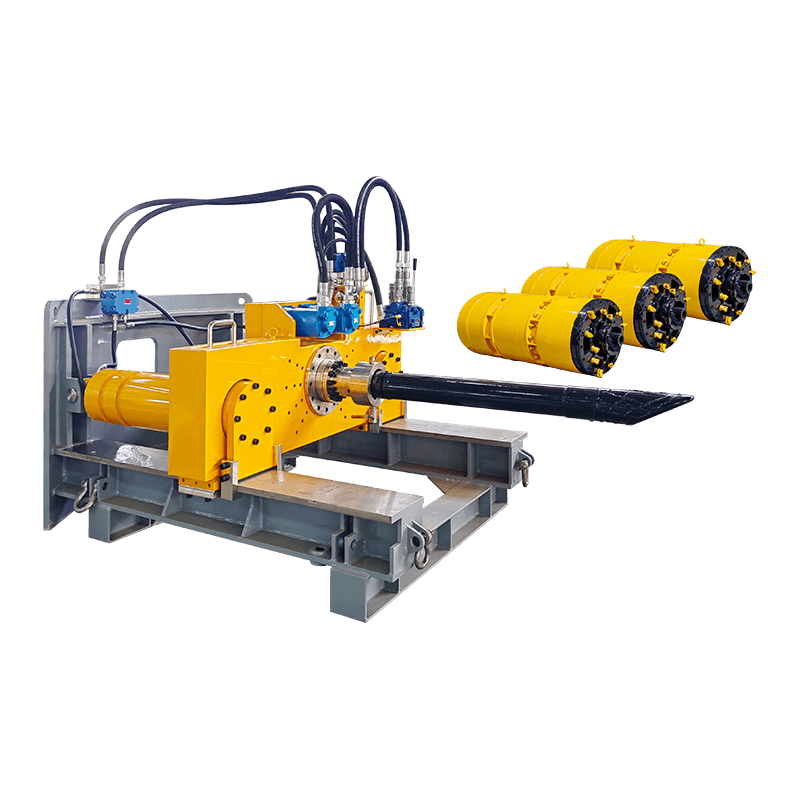
| Systém přítlačných válců | Pohání stroj vpřed proti instalovanému ostění tunelu | Synchronizované ovládání zdvihu napříč všemi válci; spolehlivost těsnění |
| Segment Erector | Vybírá a instaluje prefabrikované betonové segmenty ostění | přesnost polohování; spolehlivost vakuového systému; nosnost |
| Hnací motory a převodovky | Zapněte rotaci řezné hlavy | Hustota výkonu v omezeném prostoru; tepelného managementu |
| Hydraulická pohonná jednotka | Pohání všechny hydraulické systémy včetně tahu a vzpřimovače | Systémová integrace; redundance; omezený prostorový odvod tepla |
| Řídicí a naváděcí systém | Naviguje zarovnání tunelu a monitoruje všechny systémy | Přesnost v podzemním prostředí popírajícím GPS; integrace dat v reálném čase |
Výrobní proces TBM krok za krokem
Proces výroby stroje na ražení tunelů od zadání zakázky až po přejímací zkoušky v továrně je zdlouhavý, vícestupňový inženýrský a výrobní program. Pochopení sekvence objasňuje, proč jsou dodací lhůty TBM obvykle 12–24 měsíců i pro zkušené výrobce se zavedenými dodavatelskými řetězci.
Fáze 1 — Analýza geotechnických a projektových požadavků
Před navržením jednotlivého komponentu provede technický tým výrobce TBM podrobnou analýzu dat geotechnického průzkumu poskytnutých klientem. To zahrnuje protokoly z vrtů, parametry pevnosti hornin, profily tlaku podzemní vody, výsledky zkoušek abrazivity a údaje o propustnosti půdy podél celé trasy tunelu. Tato analýza přímo řídí konstrukci řezné hlavy, dimenzování přítlačného systému, specifikaci ložisek a konfiguraci systému úpravy země. Stroj navržený na základě nepřesných nebo nedostatečných údajů o zemi bude mít nižší výkon nebo selže – geotechnická analýza je základem, na kterém je postaven celý návrh.
Fáze 2 — Zakázkové inženýrství a design
Se stanovenými půdními podmínkami vyvine inženýrský tým kompletní návrh TBM pomocí pokročilého 3D CAD softwaru a analýzy konečných prvků. Konstrukční návrh řezné hlavy je analyzován pro scénáře kombinovaného zatížení tahem a kroutícím momentem. Výpočty hlavní životnosti ložisek se provádějí pomocí teorie životnosti ložisek ISO 281 přizpůsobené pro spektra zatížení specifická pro TBM. Tolerance zaoblení těla štítu jsou nastaveny na základě geometrie obložení segmentu. Každý hlavní svar ve výrobě konstrukce je navržen a zdokumentován podle příslušných konstrukčních předpisů. Samotná fáze návrhu obvykle trvá tři až pět měsíců u velkoprůměrového TBM a produkuje desítky tisíc technických výkresů a specifikací.
Fáze 3 — Nákup materiálu a dodavatelský řetězec
Výroba TBM vyžaduje obrovskou škálu specializovaných materiálů a komponent, z nichž mnohé mají dlouhé dodací lhůty. Vysoce pevná konstrukční ocelová deska pro žací hlavu a tělo štítu, ložiska otočného kroužku s velkým průměrem, planetové převodovky s vysokým točivým momentem, hydraulické válce vyrobené podle přesných specifikací zdvihu a tlaku a specializované těsnící systémy, to vše vyžaduje včasné pořízení, aby se zabránilo zpoždění výroby. Sestava hlavního ložiska – masivní otočný kroužek, jehož průměr může u velkého TBM přesáhnout tři metry – má často samostatnou výrobní dobu šesti až devíti měsíců a je obvykle kritickou položkou v celém harmonogramu dodávek TBM.
Fáze 4 – Konstrukce konstrukce
Konstrukční výroba TBM zahrnuje řezání, tvarování a svařování sekcí z těžkého ocelového plechu do hlavních konstrukčních sestav – řezné hlavy, předního štítu, zadního štítu a součástí vlečeného převodu. Tuto práci provádějí certifikovaní svářeči konstrukcí pomocí předem kvalifikovaných svařovacích postupů a kontrolují je nedestruktivním testováním včetně ultrazvukového, magnetického částicového a radiografického vyšetření. Kontrola rozměrů během výroby je kritická – tělo štítu musí být kulaté v rámci úzkých tolerancí, aby segmenty ostění tunelu mohly být instalovány s konzistentní geometrií mezery. Velké konstrukční sestavy jsou po výrobě obrobeny, aby se dosáhlo požadovaných tolerancí rozhraní na lícovaných plochách.
Fáze 5 — Mechanická a hydraulická montáž
Po dokončení konstrukční výroby je stroj postupně montován s mechanickými, hydraulickými a elektrickými systémy. Hlavní ložisko je namontováno a utaženo podle specifikace. Hnací motory a převodovky jsou namontovány a vyrovnány. Systém přítlačných válců je nainstalován a všechny válce jsou před připojením k hydraulické pohonné jednotce individuálně tlakově testovány. Rameno segmentového vzpřimovače je smontováno a ověřen jeho dosah, rychlost a nosnost. Řídicí systém je propojený a integrovaný, se všemi vstupy čidel a výstupy akčních členů ověřenými podle dokumentace řídicí logiky. Tato montážní fáze je náročná na kvalifikovanou práci – montáž TBM vyžaduje techniky, kteří rozumí úplné systémové integraci, nejen instalaci jednotlivých komponent.
Fáze 6 – Tovární přejímací testování
Předtím, než TBM opustí továrnu, projde komplexním továrním akceptačním testem (FAT), který je svědkem klienta a jeho technických zástupců. FAT ověřuje, že všechny systémy fungují podle specifikace za kontrolovaných podmínek – rychlost otáčení a krouticí moment řezné hlavy, síla a zdvih přítlačného válce, rozsah a nosnost vzpřimovače segmentu, tlak a průtok hydraulického systému, funkce elektrického systému a odezva řídicího systému. Naváděcí systém je zkalibrován a ověřen. Jakékoli nedostatky zjištěné během FAT musí být opraveny předtím, než bude stroj schválen k odeslání. Záznam FAT se stává součástí trvalé dokumentace stroje a je na něj odkazováno po celou dobu jeho provozní životnosti.

Normy pro přesné strojírenství ve výrobě TBM
Požadavky na přesnost výroby TBM soupeří s požadavky těžkého leteckého a obranného vybavení. Tyto tolerance nejsou libovolné – přímo ovlivňují schopnost stroje postavit tunel podle specifikovaného vyrovnání, instalovat segmenty ostění bez poškození a udržovat vodotěsné spoje mezi segmenty po celou dobu životnosti tunelu.
- Kulatost řezné hlavy: Vnější průměr řezné hlavy musí být v rozmezí ±2–3 mm od jmenovitého průměru otvoru, aby se zachoval navržený přeřez a zabránilo se zachycení štítu v zemi. Dosažení této tolerance u vyrobené ocelové konstrukce o průměru pět až dvanáct metrů vyžaduje pečlivé pořadí svařovacích operací pro kontrolu deformace a obrábění kritických ploch rozhraní po svařování.
- Opracování sedla hlavního ložiska: Vrtání pouzdra a čep hřídele, které upevňují sestavu hlavního ložiska, musí být opracovány v tolerancích v rozsahu IT6–IT7 (0,010–0,025 mm) a zkontrolovány pomocí přesných souřadnicových měřicích strojů. Nesprávná geometrie uložení ložiska dramaticky snižuje životnost ložiska a může způsobit předčasné únavové selhání hluboko pod zemí – extrémně nákladný a časově náročný scénář opravy.
- Kruhovitost těla štítu: Přední a zadní segmenty štítu musí být smontovány a opracovány s tolerancí kruhovitosti typicky v rozmezí 5–10 mm po celém průměru, aby bylo zajištěno, že prstencová mezera mezi štítem a nainstalovanými segmenty obložení bude po celém obvodu konzistentní. Tato konzistence je kritická pro účinnost těsnění potahu ocasu – kartáče a mazivo, které utěsňují mezeru mezi ocasem štítu a obložením, musí mít rovnoměrný kontakt, aby se zabránilo vnikání podzemní vody.
- Synchronizace zdvihu přítlačného válce: U velkého TBM se musí 30–50 jednotlivých přítlačných válců vysouvat a zatahovat v přesně koordinovaných skupinách, aby bylo možné ovládat náklon a zatáčení stroje při řízení podél vyrovnání tunelu. Válce musí být vyrobeny s konzistentními tolerancemi zdvihu a řídicí systém musí být kalibrován tak, aby udržoval synchronizaci polohy v rozsahu několika milimetrů po celém zdvihu válce.
- Poloha pouzdra kotoučové řezačky: U TBM s tvrdou horninou musí být poloha každého pouzdra kotoučové frézy v čele řezné hlavy přesně nastavena na navržený poloměr řezu, aby bylo zajištěno, že všechny řezné nástroje na stejném poloměru sledují stejnou drážku v čelní ploše. Polohové chyby v rozteči fréz způsobují přetížení jednotlivých fréz a zrychlené opotřebení, snižují životnost frézy a zvyšují frekvenci časově náročných výměn fréz pod zemí.
Klíčové technologie pohánějící moderní výrobu TBM
Stav techniky ve výrobě strojů na ražení tunelů v posledních desetiletích výrazně pokročil, poháněný požadavky stále náročnějších tunelových projektů a integrací digitálních inženýrských nástrojů, které nebyly dostupné dřívějším generacím konstruktérů TBM.
Digitální dvojče a simulace
Přední výrobci TBM nyní vyvíjejí plně digitální modely dvojčete každého stroje před zahájením výroby. Tyto modely integrují strukturální analýzu, simulaci hydraulického systému a modelování řídicí logiky pro ověření výkonu systému v celém rozsahu provozních podmínek očekávaných u konkrétního projektu. Digitální dvojčata umožňují inženýrům identifikovat konflikty rozhraní, optimalizovat umístění součástí a simulovat chybové scénáře ještě předtím, než dojde k řezání jediného kusu oceli. Během provozu může být digitální dvojče průběžně aktualizováno skutečnými strojovými daty pro podporu prediktivní údržby a odstraňování problémů z technického centra výrobce kdekoli na světě.
Pokročilé materiály řezné hlavy a ochrana proti opotřebení
Opotřebení řezné hlavy je jedním z primárních faktorů, které omezují rychlost posuvu TBM a zvyšují náklady na údržbu v abrazivním terénu. Moderní výroba TBM zahrnuje pokročilé strategie ochrany proti opotřebení včetně otěrových knoflíků z karbidu wolframu, krycí desky z karbidu chromu a keramických kompozitních opotřebitelných břitových destiček v zónách řezné hlavy s nejvyšším opotřebením. Výběr a umístění ochrany proti opotřebení je nyní analyzováno pomocí výpočetní dynamiky tekutin a modelování diskrétních prvků, aby bylo možné předvídat vzorce opotřebení pro konkrétní půdní a horninové podmínky projektu, což umožňuje koncentrovat ochranu tam, kde je nejvíce potřeba, než aby byla aplikována jednotně.
Automatizované svařování a robotická výroba
Zatímco velká část výroby TBM stále spoléhá na vysoce kvalifikované ruční svářeče, integrace automatizovaných svařovacích systémů zlepšila konzistenci svaru a produktivitu u velkoobjemových svarových spojů. Robotické svařovací buňky se používají pro opakující se konstrukční svary v panelech karoserie štítů a paprskových částech, kde je rozhodující konzistentní geometrie svaru. Svařování pod tavidlem se široce používá pro těžké tupé svary v tlustých plechových sekcích, které poskytují hluboký průvar a vysoké rychlosti odtavování se spolehlivou kvalitou. Tyto automatizované procesy uvolňují zkušené svářeče, aby se zaměřili na složité přístupové spoje, kde jejich odbornost přidává největší hodnotu.
Systémy sledování výkonu v reálném čase
Současné TBM jsou vybaveny stovkami senzorů, které monitorují vše od síly jednotlivých přítlačných válců po teplotu hlavního ložiska, krouticí moment řezné hlavy, čelní tlak, tlak vstřikování maziva na ocasní těsnění a polohu vzpřimovače segmentu. Tato data se zaznamenávají v reálném čase, zobrazují se operátorovi, přenášejí se do kanceláře projektového inženýra a v mnoha případech jsou bezpečně sdílena s inženýrským týmem výrobce TBM. Možnost vzdáleného monitorování výkonu stroje proměnila způsob, jakým výrobci podporují svá zařízení v terénu, což umožňuje rychlou diagnostiku vznikajících problémů dříve, než se rozvinou v nákladné poruchy.
Globální výrobci TBM a kde staví své stroje
Výrobní průmysl TBM je soustředěn mezi malý počet významných mezinárodních výrobců, z nichž každý má specializované inženýrské schopnosti a výrobní zařízení schopná vyrábět největší a nejsložitější stroje na světě.
- Herrenknecht AG (Německo): Největší světový výrobce TBM podle objemu a tržeb se sídlem v německém Schwanau. Herrenknecht vyrábí celou řadu typů TBM od malých mikrotunelovacích strojů po velkoprůměrové kaly a EPB stroje, s hlavními výrobními závody v Německu a montážními provozy po celém světě. Dodali stroje pro některé z nejnáročnějších světových tunelovacích projektů, včetně Gotthardského základního tunelu a mnoha systémů metra v Asii a na Středním východě.
- The Robbins Company (USA): Robbins, jedno z nejstarších a nejznámějších jmen ve výrobě TBM, je průkopníkem technologie TBM v hard rocku a zůstává lídrem v uchopovačích TBM s dálkovým nosníkem pro ražení hornin. Vyrábí a renovují stroje v závodech ve Spojených státech a mají globální servisní a podpůrnou síť pro svá zařízení v provozu po celém světě.
- NFM Technologies (Francie, součást skupiny Bouygues): Francouzský výrobce TBM se silnými odbornými znalostmi v oblasti velkoprůměrových městských tunelovacích strojů, zejména suspenzních štítů a typů EPB pro náročné evropské a mezinárodní projekty. NFM dodala stroje pro velké projekty metra v Paříži, Římě a po celé jihovýchodní Asii.
- CREG — China Railway Engineering Equipment Group: CREG, největší čínský výrobce TBM a nyní jeden z největších na světě podle objemu, rychle rozvinul své inženýrské a výrobní kapacity prostřednictvím kombinace licencovaných technologií a domácích investic do výzkumu a vývoje. CREG dodává většinu TBM používaných v masivních probíhajících čínských programech výstavby metra a vysokorychlostních železničních tunelů a začala vyvážet na mezinárodní trhy.
- Kawasaki Heavy Industries a Mitsubishi Heavy Industries (Japonsko): Oba japonské strojírenské konglomeráty mají dlouhou historii ve výrobě TBM, především pro domácí japonský trh a vybrané exportní projekty. Japonská výroba TBM je známá extrémně vysokou kvalitou a přesností sestavení, se zvláštní silou v technologii štítových strojů pro měkké pozemní městské tunely.
- Caterpillar (divize Lovat, Kanada): Caterpillar získal Lovat, kanadského výrobce TBM, a pokračuje ve výrobě EPB a kalů pod značkou Caterpillar pro tunelování. Jejich stroje jsou široce používány v projektech tunelování infrastruktury v Severní Americe, včetně zásobování vodou a městské dopravy.
Renovace a renovace TBM
Významným a rostoucím segmentem zpracovatelského průmyslu TBM je renovace a repasování použitých strojů pro nové tunelové projekty. Vzhledem k enormním nákladům na nový TBM – stroj s velkým průměrem může stát 15 až 50 milionů USD nebo více – majitelé projektů a dodavatelé stále více hodnotí repasované stroje jako nákladově efektivní alternativu, pokud jsou podmínky projektu kompatibilní se specifikacemi stávajícího stroje.
Renovace TBM obvykle zahrnuje demontáž všech hlavních systémů, kontrolu a výměnu opotřebitelných součástí, obnovu konstrukčních sestav, generální opravu hlavního ložiska, výměnu hydraulických těsnění a válců a kompletní přestavbu elektrických a řídicích systémů. U větších rekonstrukčních projektů může být řezací hlava restrukturalizována tak, aby se upravilo rozložení řezačky pro různé terénní podmínky, nebo může být průměr štítu mírně upraven přidáním nebo odstraněním ocelových vložek v potahové desce. Dobře provedená renovace může prodloužit životnost stroje o další kompletní projekt a někdy i více, a to za zlomek ceny nového stroje.
Výzvy a budoucí trendy ve výrobě tunelových vrtacích strojů
Výroba TBM čelí řadě neustálých technických a komerčních výzev, které utvářejí vývoj tohoto odvětví v nadcházejícím desetiletí. Poptávka po větších, hlubších a více automatizovaných tunelovacích řešeních posouvá hranice toho, čeho může současná technologie TBM dosáhnout, a pohání významné investice do výzkumu a vývoje v celém odvětví.
- Zvětšení průměru stroje: Trend směrem k větším průměrům tunelů pro dálniční a kombinované tunely metra/silnice produkuje stroje mimořádného rozsahu. Stroje nad 15 metrů v průměru představují strukturální a logistické výzvy, které vyžadují nová technická řešení – přeprava, montáž a spouštění takových strojů v omezeném prostoru odpalovací šachty vyžaduje pečlivé plánování v každé fázi výrobního a dodacího procesu.
- Automatizované systémy výměny fréz: Výměna kotoučových fréz na tvrdých skalních TBM vyžaduje, aby pracovníci vstoupili do výkopové komory za atmosférických nebo tlakových podmínek, aby ručně vyměnili opotřebované frézy – jeden z nejnáročnějších a nejnebezpečnějších úkolů při ražení tunelů. Několik výrobců vyvíjí systémy pro výměnu robotických fréz, které mohou tuto práci provádět na dálku, čímž se eliminuje vystavení pracovníků nebezpečnému prostředí při výkopech pod tlakem. Vývoj manipulátorů schopných manipulovat s hmotností řezačky přesahující 200 kg ve stísněných, mokrých a kontaminovaných prostorách je významnou technickou výzvou.
- Elektrifikace pohonných systémů: Rostoucí regulační tlak na kvalitu podzemního ovzduší a uhlíkové emise urychluje vývoj plně elektrických pohonných systémů TBM, které ze stroje eliminují výkon na bázi hydraulického oleje a nafty. Hlavní výrobci aktivně vyvíjejí elektrické motory s přímým pohonem žacích hlav, elektrické pohony přítlačných válců a tunelovou logistiku napájenou baterií nebo sítí.
- Odolnost dodavatelského řetězce: Globální narušení posledních let odhalilo zranitelnost v rozšířených dodavatelských řetězcích, na kterých závisí výrobci TBM – zejména u ložisek velkého průměru, specializovaných hydraulických komponent a elektronických řídicích systémů. Výrobci aktivně pracují na kvalifikaci alternativních dodavatelů, na zvýšení zásob strategických komponent a v některých případech na zavedení dříve outsourcované výroby komponentů do vlastního podniku, aby se snížilo riziko narušení dodavatelského řetězce.
- Navádění za pomoci AI a autonomní provoz: Integrace umělé inteligence do naváděcích a řídicích systémů TBM je aktivní oblastí vývoje. Modely strojového učení trénované na historických datech projektu mohou optimalizovat parametry řízení, předpovídat kvalitu konstrukce ložního prstence a upozornit operátory na vyvíjející se podmínky na zemi dříve, než způsobí provozní problémy. Dlouhodobým cílem zůstává plně autonomní provoz TBM, ale na současných projektech se již nasazuje inkrementální automatizace rutinních provozních úkolů.
Závěrečné myšlenky na výrobu TBM
Výroba tunelových vrtacích strojů je průsečíkem stavebního inženýrství, přesného obrábění, hydrauliky, elektroniky a vědy o materiálech – a činí tak v měřítku, kterému se může rovnat jen málo jiných odvětví. Každý TBM, který opouští továrnu, je řešením na míru pro konkrétní soubor geologických a projektových výzev a kvalita tohoto inženýrství a výroby se nakonec projevuje v tom, jak spolehlivě se stroj provrtá zemí, jak důsledně instaluje kvalitní obložení tunelu a jak bezpečně přivede pracovníky domů na konci každé směny.
Vzhledem k tomu, že globální poptávka po infrastruktuře neustále pohání investice do podzemních staveb, čelí výrobci TBM vzrušující a náročné budoucnosti – dodávají stroje stále větší velikosti, složitosti a technologické vyspělosti a zároveň řídí dodavatelské řetězce, vyvíjejí další generaci inženýrů a výrobců a integrují digitální technologie, které budou určovat, jak bude ražba tunelů v příštím půlstoletí vypadat. Pro každého, kdo se podílí na stavbě tunelů, zadávání zakázek nebo vývoji projektů, je pochopení toho, jak jsou tyto mimořádné stroje navrženy a vyrobeny, zásadní pro přijímání informovaných rozhodnutí o jednom z nejsložitějších a nejdůslednějších součástí stavebního vybavení, které kdy bylo vytvořeno.

















