



Co dělá vrtací stroj a kde se používá
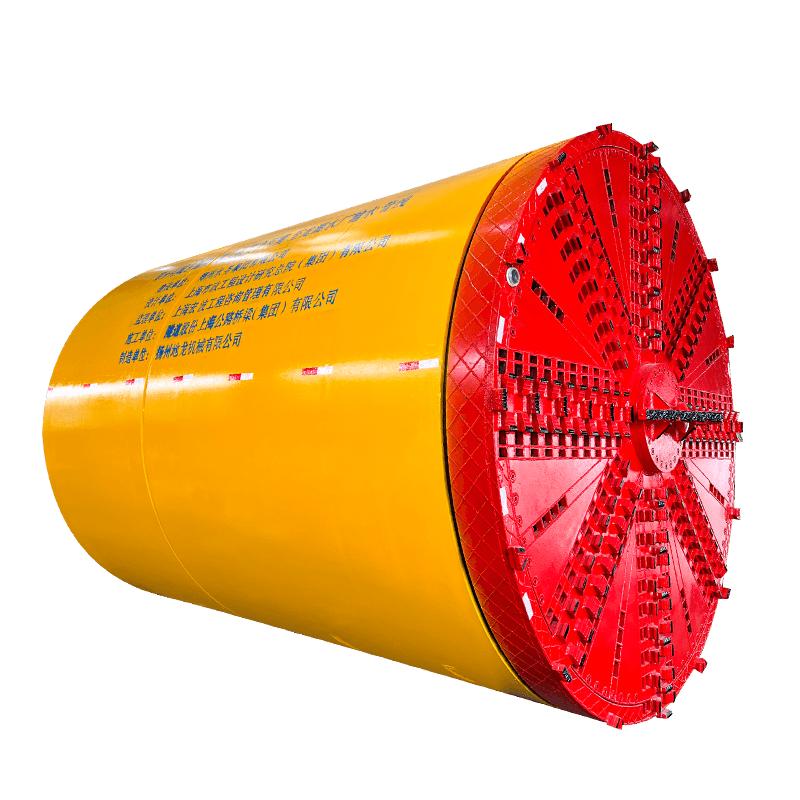
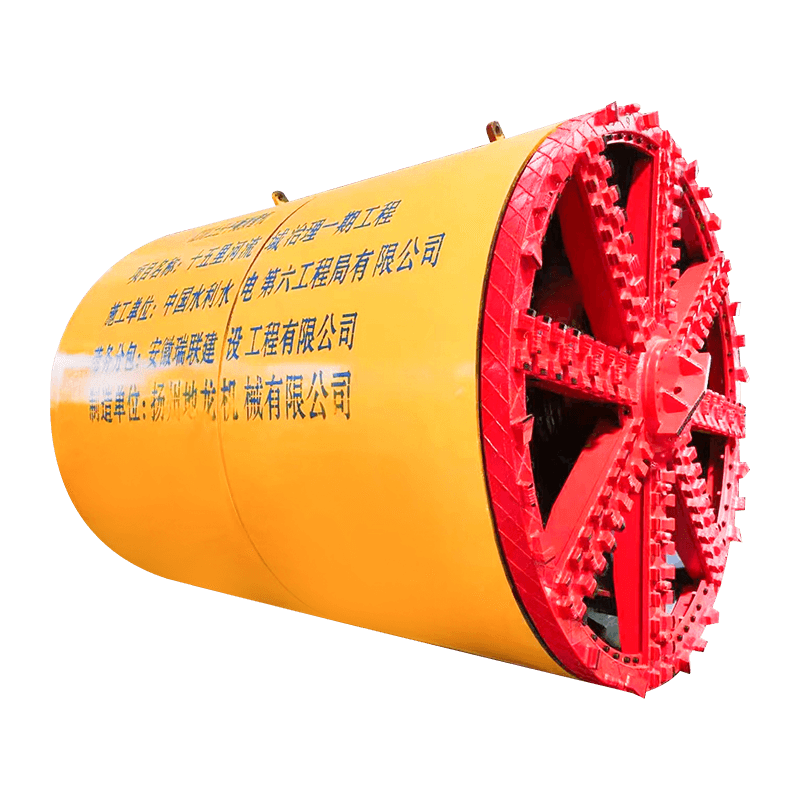
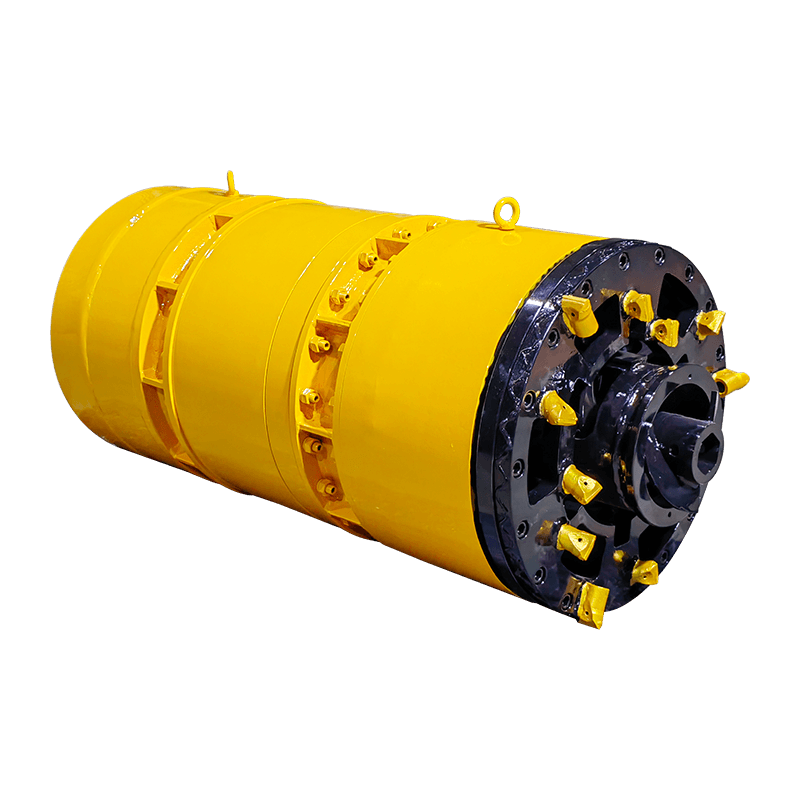
Šneková vyvrtávačka je bezvýkopový stavební nástroj určený k instalaci ocelových pažnicových trubek vodorovně skrz zeminu bez hloubení otevřeného výkopu podél celé instalační trasy. Stroj sedí uvnitř odpalovací jámy a pohání rotující spirálový šnek – hřídel se spirálovými lopatkami – vpřed po zemi a současně za ní tlačí ocelovou plášťovou trubku. Rotující šnek řeže a přemisťuje zeminu na porubu a odnáší vytěžený materiál zpět vnitřkem pláště do odpalovací jámy, kde se shromažďuje a odstraňuje. Výsledkem je instalovaná plášťová trubka vedoucí pod silnicí, železnicí, vodní cestou nebo jinou povrchovou překážkou, aniž by narušila povrch nad nimi.
Šnekové vrtání je jednou z nejrozšířenějších metod bezvýkopové montáže v inženýrském stavebnictví. Jedná se o standardní přístup pro instalaci vodovodních potrubí, plynovodů, elektrických vedení a telekomunikačních kanálů pod silničními přejezdy, železničními tratěmi a ekologicky citlivými oblastmi, kde není povoleno hloubení nebo je neúměrně drahé. Metoda je ceněna pro svou relativní jednoduchost, mechanickou spolehlivost a nákladovou efektivitu v širokém rozsahu půdních podmínek ve srovnání se složitějšími bezvýkopovými technologiemi, jako je mikrotunelování nebo horizontální směrové vrtání.
Jak funguje vrtací vyvrtávací stroj: Základní mechanika
Princip činnosti an šnekový vyvrtávací stroj je přímočarý, ale jeho podrobné pochopení pomáhá objasnit, co stroj umí dobře a kde jsou jeho omezení. Proces začíná ve spouštěcí jámě vyhloubené do hloubky, která umístí vrtací stroj do správné výšky pro plánovanou instalaci. Stroj je umístěn na ocelových kolejnicích přesně zarovnaných s požadovaným směrem vrtání a sklonem pomocí laserového navádění nebo optického průzkumného zařízení.
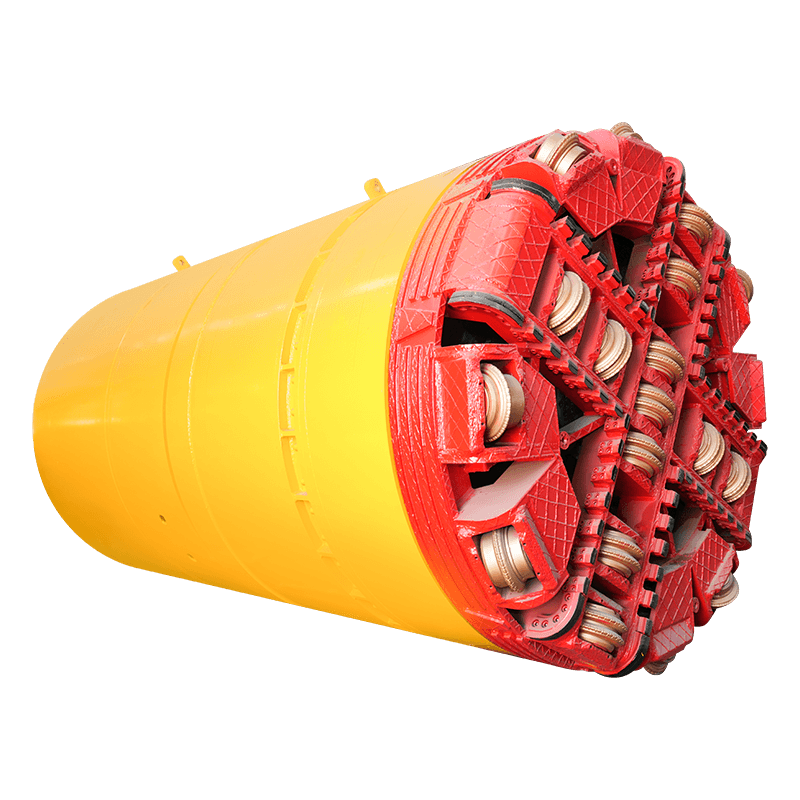
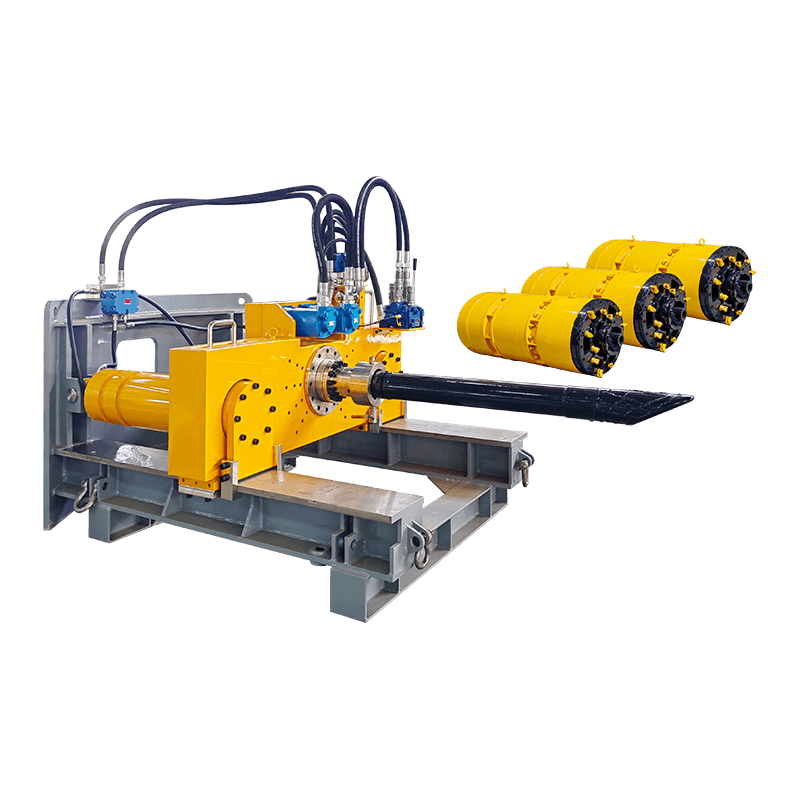
Pohonná jednotka stroje – typicky elektrický motor nebo hydraulický pohonný systém – otáčí šnekovou strunou přes hnací sklíčidlo, zatímco hydraulický přítlačný systém tlačí celou sestavu šneku a skříně dopředu do půdy. Řezací hlava v přední části šneku láme a uvolňuje půdu a spirálové lopatky rotujícího šneku nesou řízky dozadu skrz vrt a zpět do odpalovací jámy. Ocelová pažnicová trubka je přivařena po částech k zadní části vodící trubky, jak se vývrt posouvá, čímž se postupně staví pažnicová kolona, dokud se vyvrtávací stroj a šnek neobjeví v přijímací jámě na vzdáleném konci křížení.
Jakmile je vrtání dokončeno, šneková kolona je vytažena z pláště a trubka ocelového pláště zůstává trvale na místě v zemi. Nosná trubka – skutečná užitková trubka, která bude dopravovat produkt – je pak instalována skrz otvor pláště. Plášť slouží jako ochranná trubka pro nosnou trubku a poskytuje konstrukční podporu proti zatížení zeminou a povrchem nad křížením. Tento dvoutrubkový systém je definující charakteristikou konstrukce šnekového vývrtu, která jej odlišuje od metod, kde je produktová trubka instalována přímo bez pláště.
Typy šnekových vyvrtávacích strojů
Šnekové vyvrtávačky se vyrábějí v řadě velikostí a konfigurací vhodných pro různé instalační průměry, půdní podmínky a požadavky projektu. Pochopení hlavních kategorií pomáhá při přizpůsobení vybavení konkrétním požadavkům projektu.
Konvenční šnekové vyvrtávačky
Konvenční šnekové vyvrtávačky – někdy nazývané pásové nebo kolébkové jednotky – jsou standardní konfigurací pro většinu projektů silničních a inženýrských křižovatek. Stroj sedí na ocelovém pásovém rámu uvnitř odpalovací jámy a využívá rotační hnací hlavu a hydraulické přítlačné válce k současnému posunu šneku a pláště. Tyto stroje jsou k dispozici ve velikostech pokrývajících průměry pláště od přibližně 100 mm do 1500 mm nebo větší, s kapacitou tahu v rozmezí od 50 tun pro stroje s malým průměrem do 500 tun nebo více pro instalace s velkým průměrem. Rychlost a točivý moment hnací hlavy jsou přizpůsobeny průměru pláště a půdním podmínkám, přičemž většina strojů nabízí variabilní ovládání rychlosti pro optimalizaci řezného výkonu na různých typech půdy.
Pilotní šnekové vyvrtávací systémy
Vyvrtávání šneku pilotní trubice je vylepšenou verzí konvenčního vrtání šneku, která přidává fázi instalace řiditelné pilotní trubky před vrtání šneku s plným průměrem. Pilotní trubice o malém průměru je nejprve nasměrována do přijímací jámy pomocí teodolitu nebo kamerového naváděcího systému, čímž se vytvoří přesně zarovnaná pilotní dráha. Šnekový vyvrtávací stroj poté sleduje vyrovnání pilotní trubky, aby nainstaloval plášťovou trubku do správné polohy a sklonu. Tento přístup dosahuje výrazně užších instalačních tolerancí – obvykle v rozmezí ±25 mm od plánovaného vyrovnání – ve srovnání s konvenčním vrtáním šnekem, díky čemuž je vhodný pro aplikace vyžadující přesné řízení sklonu, jako jsou gravitační kanalizační instalace a křížení s požadavky na úzkou vzdálenost pod stávajícími inženýrskými sítěmi.
Robotické šnekové vyvrtávačky
Robotické nebo dálkově ovládané šnekové vyvrtávačky jsou určeny pro instalace ve stísněných prostorech, nebezpečných prostředích nebo místech, kde je omezena přítomnost obsluhy v jámě. Tyto stroje jsou ovládány z povrchu pomocí vzdálené konzoly a obsahují kamerové systémy a elektronické monitorování, které umožňují operátorovi řídit vrt, aniž by byl v odpalovací jámě. Zařízení pro robotické vrtání šneku je zvláště důležité pro přejezdy v oblastech citlivých na životní prostředí, v kontaminované zemi nebo v projektech s omezeným přístupem, které brání konvenčnímu provozu jámy s lidskou posádkou.
Kompaktní a smykové stroje
Kompaktní šnekové vyvrtávačky jsou navrženy pro instalace s menším průměrem – typicky 100 mm až 600 mm průměr pláště – v omezeném městském prostředí, kde velikost jámy a omezení přístupu omezují použití zařízení plné velikosti. Tyto stroje mají menší fyzickou stopu než běžné pásové jednotky, vyžadují mělčí odpalovací jámy a lze je přemisťovat a nastavovat rychleji mezi jednotlivými místy. Běžně se používají pro připojení inženýrských sítí, přejezdy telekomunikačních vedení a menší vodovodní a plynové rozvody pod městskými komunikacemi, kde jsou výkopové práce rušivé a přístup je omezený.
Půdní podmínky: Kde Auger Boring funguje a kde ne
Půdní podmínky jsou nejkritičtějším faktorem určujícím, zda je vrtání šnekem vhodnou metodou pro daný křížení a jaké konkrétní vybavení a konfigurace řezné hlavy bude potřeba. Šnekové vrtání funguje dobře v celé řadě typů půd, ale má specifická omezení, která je třeba pečlivě posoudit během plánování projektu.
| Typ půdy | Vhodnost | Typická řezací hlava | Klíčové úvahy |
| Soudržná hlína | Výborně | Hliněný šnek / kulová hlava | Lepkavé půdy mohou vyžadovat správu hlušiny; dobrá stabilita vrtání |
| Písčitá půda | Dobře | Pískový šnek / řezací hlava | Riziko zhroucení obličeje v suchém nesoudržném písku; potřeba řízení přítoku vody |
| Štěrk a dlažební kostky | Mírný | Skalní vrták / hroty z karbidu wolframu | Dlažební kostky mohou způsobit odchylku; může být zapotřebí příliš velký šnek |
| Měkký kámen / zvětralý kámen | Mírný | Skalní šnek s karbidovými vložkami | Vysoký požadavek na točivý moment; výrazně se zvyšuje opotřebení šneku a řezné hlavy |
| Hard rock | Chudé až nevhodné | Obvykle se nepoužívá | Požadavky na točivý moment a tah obvykle překračují praktické limity stroje; preferovány alternativní metody |
| Smíšený obličej (půda a kámen) | Náročné | Kombinace horniny/půdy | Variabilní točivý moment a tah; zvýšené riziko odchylky; nutné důkladné sledování |
| Nasycený sypký písek (pod hladinou vody) | Obtížné | Utěsněná řezací hlava s regulací tlaku | Může být vyžadováno odvodnění nebo injektáž půdy; významné riziko nestability tváře |
Nejčastějším způsobem poruchy při vrtání šnekem je odchylka od plánovaného vyrovnání – vrtání se posune mimo linii nebo sklon kvůli proměnlivosti půdy, překážkám nebo nedostatečnému nastavení stroje. Soudržné zeminy s konzistentními vlastnostmi jsou z hlediska zachování směru vrtu nejshovívavější. Zrnité zeminy, smíšené povrchy a jakákoli půda obsahující balvany nebo dlažební kostky významně zvyšují riziko odchylky a vyžadují důslednější sledování zarovnání v celém vrtu.
Specifikace šneku a pláště: Čemu je třeba rozumět, než si objednáte
Specifikace šneku a pláště jsou technické parametry, které definují, co může šneková vyvrtávačka nainstalovat a jak bude fungovat ve specifických podmínkách na zemi. Správné dodržování těchto specifikací je základem úspěšné instalace – poddimenzované šneky nemají kapacitu točivého momentu pro půdní podmínky a plášť, který neodpovídá kapacitě tahu stroje, se před dokončením vyboulí nebo zastaví vývrt.
Konstrukce a průměr Augerova letu
Lopatky šneku – spirálové lopatky omotané kolem centrálního hřídele – musí být dimenzovány tak, aby běžely uvnitř průměru pláště s dostatečnou vůlí, aby dopravovaly řezy dozadu bez zaseknutí. Standardní vnější průměr šneku je obvykle o 10–25 mm menší než jmenovitý vnitřní průměr pláště, což poskytuje prstencový prostor pro přepravu odřezků. Rozteč letu – vzdálenost mezi po sobě jdoucími otáčkami šroubovice – ovlivňuje, jak efektivně se řezy pohybují podél šneku. Užší sklon je účinnější na sypkých, tekoucích půdách; širší rozteč si lépe poradí s lepkavými soudržnými půdami tím, že snižuje tendenci jílu usazovat se v letkách a způsobovat ucpání.
Kapacita točivého momentu šnekového hřídele
Hřídel šneku musí být schopen přenášet točivý moment potřebný k řezání půdy a transportu odřezků zpět do spouštěcí jámy bez kroucení nebo selhání. Potřeba točivého momentu se zvyšuje s průměrem vrtu, pevností zeminy, délkou pláště a hloubkou pokryvu zeminy nad vrtem. U dlouhých vrtů v tuhých půdách může být kumulativní požadavek na krouticí moment na hřídeli šneku – který musí překonat řezný odpor na čele i tření úlomků po celé délce vrtu – velmi značný. Výrobci šnekových vyvrtávacích strojů zveřejňují jmenovité krouticí momenty pro svá zařízení v konkrétních půdních podmínkách a před dokončením výběru zařízení by měly být porovnány s geotechnickým posouzením očekávaného požadovaného krouticího momentu.
Tloušťka a jakost stěny pláště
Ocelová plášťová trubka pro instalace šnekového vývrtu musí mít dostatečnou tloušťku stěny, aby odolala tlakové tlačné síle vyvíjené vrtacím strojem bez vybočení, a dostatečnou konstrukční kapacitu, aby unesla zatížení půdy a povrchu působící po instalaci. Minimální tloušťka stěny pláště vrtání šneku je obvykle určena požadavkem na tlak při instalaci, běžně se specifikuje API 5L nebo ekvivalentní třídy konstrukční oceli. Pro přejezdy pod velkým zatížením dálnice nebo železnice jsou vyžadovány dodatečné výpočty tloušťky stěny založené na podmínkách trvalého provozního zatížení. Spoje pláště jsou obvykle během instalace svařovány na tupo v jámě a kvalita svarů přímo ovlivňuje strukturální integritu dokončeného řetězce pláště při montážním i provozním zatížení.
Spusťte požadavky a nastavení pitu
Spouštěcí jáma je pracovní plošinou, ze které šneková vyvrtávačka pracuje, a její design a konstrukce jsou pro úspěch instalace stejně důležité jako stroj samotný. Neadekvátně dimenzovaná nebo špatně konstruovaná odpalovací jáma je jednou z nejčastějších příčin problémů při stavbě šnekového vývrtu – nestabilní stěna jímky se může zřítit a zablokovat vývrt a příliš krátká jáma brání plnému využití zdvihu stroje, čímž se snižuje účinnost instalace.
- Délka jámy: Spouštěcí jáma musí být dostatečně dlouhá, aby se do ní vešla délka vrtacího stroje plus délka jedné části pažnicové trubky plus pracovní prostor pro obsluhu a zařízení. Obecným pravidlem pro plánování je minimální délka jámy délky stroje plus 1,5–2 násobek délky spoje trubky pláště, ačkoli konkrétní požadavky na stroj a délky pláště se liší. Delší jámy umožňují efektivnější provoz tím, že maximalizují každý tlačný zdvih před zastavením a přidáním nové sekce pláště.
- Šířka jámy: Šířka jámy musí umožňovat umístění stroje na rám dráhy s dostatečnou vůlí na každé straně pro přístup a provoz. Obvykle je vyžadována minimální pracovní vůle 600 mm na každé straně rámu stroje, s dodatečnou šířkou potřebnou pro manipulaci s pláštěm, odstraňování hlušiny a dodržování bezpečnosti. Jáma by měla být také dostatečně široká, aby umožnila nouzový výstup pracovníků v případě pohybu země nebo poruchy zařízení.
- Hloubka jámy a výška stroje: Hloubka jámy je určena požadovanou hloubkou zabudování středové osy pláště. Stroj musí být umístěn ve výšce, která umísťuje vrt do správné hloubky a sklonu, s ohledem na vlastní výšku stroje nad dnem jámy. Přesné nastavení elevace stroje na jeho spouštěcím rámu je kritické – jakákoli chyba v elevaci stroje se přímo promítne do chyby v konečné hloubce instalace, kterou nelze opravit po zahájení vrtání.
- Podpora jámy a podpěry: Odpalovací jámy musí být podepřeny nebo podepřeny, aby se zabránilo zřícení stěny během provozu stroje. Vibrace generované vyvrtávačkou v kombinaci s přídavným zatížením od hmotnosti stroje na stěnu jámy vytváří podmínky, které mohou destabilizovat nepodepřené výkopy i ve stabilním terénu. Ocelové štětovnice, výkopové boxy nebo inženýrské dřevěné pažení jsou standardními způsoby podpory a konstrukce pažení musí zohledňovat reakční sílu generovanou tlačným systémem vyvrtávačky, který tlačí proti stěně jámy.
- Konstrukce opěrné stěny: Hydraulické přítlačné válce vrtacího stroje tlačí proti přítlačné stěně v zadní části odpalovací jámy – obvykle jde o železobetonovou konstrukci nebo nosný systém z ocelových desek navržený tak, aby rozděloval přítlačnou sílu do okolní země. Přítlačná stěna musí být schopna odolat plné jmenovité přítlačné kapacitě vyvrtávačky bez pohybu nebo poruchy. Jakýkoli pohyb přítlačné stěny během vrtání způsobí posunutí stroje z jeho vyrovnání, což může způsobit odchylku vrtání, kterou nelze opravit.
Kontrola vyrovnání a přesnost v Auger Boring
Udržování plánovaného horizontálního a vertikálního vyrovnání v celém vrtání šneku je jednou z hlavních technických výzev této metody. Na rozdíl od řiditelných bezvýkopových metod, jako je horizontální směrové vrtání nebo mikrotunelování, nemá konvenční šnekové vrtání žádný aktivní mechanismus řízení – jakmile vrtání začne, jakákoliv odchylka od plánované linie a sklonu nemůže být během tohoto vrtání korigována. Díky tomu je přesnost nastavení před vrtáním a monitorování v reálném čase během vrtání kritické pro dosažení přijatelné instalace.
Vyrovnání stroje se nastaví před zahájením vrtání pomocí laserové vodováhy nebo optického průzkumného přístroje umístěného ve startovací jámě. Laserový paprsek definuje plánovanou středovou osu otvoru a hnací hlava stroje je vyrovnána tak, aby jí odpovídala pomocí nastavitelných podpěrných zvedáků na rámu pásu. Přesnost tohoto počátečního nastavení přímo určuje dosažitelnou toleranci instalace – dobře nastavený stroj v dobrých podmínkách na zemi může dosáhnout horizontální a vertikální přesnosti v rozmezí ±50 mm na typických délkách přejezdů silnic 20–40 metrů s konvenčním vrtacím zařízením a v rozmezí ±25 mm s naváděcími systémy pilotní trubky.
Během vrtání je vyrovnání sledováno sledováním polohy řezné hlavy nebo vodicí trubky pláště pomocí kamerového systému, průzkumných přístrojů nebo cíle namontovaného ve vývrtu a pozorovaného přes průchod. Jakákoli zjištěná odchylka by měla vyvolat přezkoumání možných příčin – proměnlivost půdy, překážky, účinky vibrací stroje – před pokračováním. Ve většině konvenčních aplikací vrtání šneku je omezená schopnost korigovat odchylku, jakmile k ní dojde, a proto je včasná detekce a rozhodnutí opustit a přepracovat vrtání dříve, než se nahromadí nadměrné odchylky, často nákladově efektivnější než pokračování ve vrtání, které se již výrazně odchýlilo od tolerance.
Porovnání Auger Boring s jinými bezvýkopovými metodami
Šnekové vrtání je jednou z několika bezvýkopových instalačních metod dostupných pro inženýrské křižovatky a volba mezi metodami závisí na faktorech včetně průměru instalace, délky křížení, půdních podmínek, požadavků na přesnost a rozpočtu projektu. Pochopení toho, jak se šnekové vyvrtávání porovnává s hlavními alternativami, pomáhá při informovaném výběru metody během plánování projektu.
- Šnekové vyvrtávání vs. Horizontální směrové vrtání (HDD): HDD používá řiditelnou vrtací kolonu a výkop s kapalinou k instalaci potrubí podél zakřiveného profilu, což umožňuje horizontální i vertikální zakřivení v instalační dráze. HDD je flexibilnější z hlediska geometrie instalace a může dosáhnout větších délek křížení než vrtání šnekem. HDD však vyžaduje specializovanější vybavení a odborné znalosti, je méně účinný v soudržných jílech, které nereagují dobře s vrtným výplachem, a neinstaluje ocelový plášť – potrubí produktu je taženo přímo. Šnekové vrtání je obecně nákladově efektivnější pro kratší, přímé křížení v soudržné zemině, kde je ocelový plášť vyžadován konstrukcí nebo specifikací.
- Šnekové vyvrtávání vs. mikrotunelování: Mikrotunelování využívá dálkově ovládaný tunelovací stroj s aktivním řízením, nepřetržitým odstraňováním hlušiny pomocí potrubí s kalem a monitorováním polohy v reálném čase k instalaci potrubí s velmi vysokými tolerancemi vyrovnání – obvykle ±10–25 mm. Je vhodný pro instalace velkého průměru, dlouhé přejezdy a aplikace vyžadující přesné řízení sklonu, jako jsou instalace gravitační kanalizace. Kompromisem jsou výrazně vyšší náklady na zařízení a provozní složitost ve srovnání se šnekovým vyvrtáváním. Šnekové vrtání je výhodné tam, kde lze splnit instalační tolerance s konvenčním zařízením a délka a průměr křížení jsou v praktickém rozsahu metody.
- Šnekové vyvrtávání vs. Pipe Ramming: Pěchování trubek pohání ocelový plášť zemí pomocí pneumatického rázového kladiva spíše než rotačního šneku. Nevyžaduje žádné odpalovací zařízení kromě rázového kladiva, je rychlejší na nastavení a zvládne některé podmínky na zemi – zejména ty s balvany nebo dlažebními kostkami – které způsobují problémy při vrtání šnekem. Omezení spočívá v tom, že pěchování trubek neposkytuje žádné aktivní odstraňování zeminy během instalace – zemina je stlačena kolem pláště spíše než vykopána – což může způsobit sedání povrchu a není vhodné ve všech podmínkách terénu. Nepřetržité odstraňování zeminy šnekovým vyvrtáváním pomocí vrtacích ramen snižuje riziko usazování povrchu ve srovnání s pěchováním trubek, takže je vhodnější v citlivých povrchových prostředích.
Klíčové faktory, které je třeba vyhodnotit při výběru vrtacího stroje
Výběr správného šnekového vyvrtávacího stroje pro projekt vyžaduje přizpůsobení schopností stroje konkrétním požadavkům na instalaci způsobem, který poskytuje dostatečnou kapacitu pro očekávané podmínky bez zbytečného předimenzování zařízení, které zvyšuje náklady na mobilizaci. Následující faktory představují základní parametry specifikace, které je třeba vyhodnotit při výběru zařízení.
- Maximální průměr pláště a rozsah průměru otvoru: Stroj musí být schopen prorazit požadovaný průměr pláště v přítomných půdních podmínkách. Ujistěte se, že sklíčidlo stroje, šířka rámu pásu a kapacita šneku pokrývají celý rozsah průměrů požadovaných v rámci projektu, včetně jakýchkoliv variací mezi různými kříženími na stejné zakázce.
- Maximální přítlačná síla: Tažná kapacita stroje musí překročit očekávaný maximální instalační tah, který se vypočítá na základě průměru pláště, délky přejezdu, parametrů tření půdy a jakýchkoliv předpokládaných překážek na dráze vrtu. Při výběru kapacity tahu stroje použijte minimální faktor bezpečnosti 1,5 na vypočítaný tah instalace, abyste zohlednili variabilitu půdních podmínek a neočekávaný odpor.
- Výkon točivého momentu a rozsah otáček: Kroutící moment hnací hlavy musí být dostatečný k otáčení šnekové kolony proti řeznému odporu a tření při transportu třísek po celé délce otvoru. Řízení s proměnnou rychlostí umožňuje obsluze optimalizovat rychlost otáčení pro různé typy půdy a podmínky, jak vrt postupuje proměnlivým terénem.
- Délka tahu: Délka hydraulického zdvihu stroje určuje, o kolik se pouzdro posune za tlačný cyklus. Stroje s delším zdvihem posouvají více pláště za cyklus a vyžadují méně časté zastávky pro přidávání nových sekcí pláště, což zvyšuje produktivitu. Přizpůsobte délku zdvihu dostupné délce jímky a délce spoje instalované plášťové trubky.
- Požadavky na napájení: Ověřte, zda stroj pracuje na elektrický, hydraulický nebo dieselový pohon a zda je na místě projektu k dispozici požadovaný zdroj energie. Elektricky poháněné stroje jsou preferovány v uzavřených městských oblastech z důvodů hluku a emisí, ale vyžadují odpovídající připojení napájení. Dieselově poháněné stroje jsou více soběstačné, ale vytvářejí výfukové plyny a hluk, které mohou vyžadovat zmírnění v citlivých prostředích.
- Kompatibilita naváděcího systému: Ověřte, zda je stroj kompatibilní s naváděcím systémem požadovaným specifikací projektu – laserovým, optickým, kamerovým nebo pilotním naváděním – a zda je požadovaná přesnost dosažitelná s vybraným strojem a kombinací navádění v očekávaných pozemních podmínkách.












